
IBED coating technology provides an effective process for use as an alternative to hard chrome plating. Pure chromium coatings, as well as harder Chromium Nitride coatings, can be deposited directly on precision tools and components made of all ferrous alloys as well as titanium and aluminum alloys. No interlayers are needed to guarantee strong coating adhesion and processing temperatures stay well below 300˚ F.
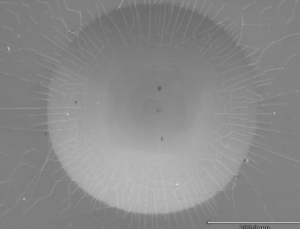
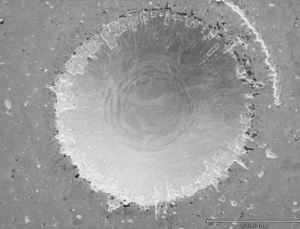
Basic mechanical properties of hard chrome plating and IBED coatings are measured with the VDI Guideline 3198 procedure. Based on a Rockwell “C” Indent Test the procedure is used to produce a visual measurement of coating durability and adhesion. Coatings are deposited on a polished, hardened steel coupon (RC >60) to a thickness of approximately 3 microns. A standard Rockwell diamond indenter is used to indent the surface for a “C” scale measurement (150 Kg). The indented area is examined at a magnification of 200X and the cracking pattern is observed. Coatings with good cohesion show little or no fracture lines extending radially from the center of the indent outward towards and beyond the perimeter of the circular indent. Also, no cracked islands appear in the indent crater or along the crater perimeter. Coatings with good adhesion show no delamination of the coating either in the crater or adjacent to the coating perimeter.
Hard Chrome Plating vs IBED Chrome
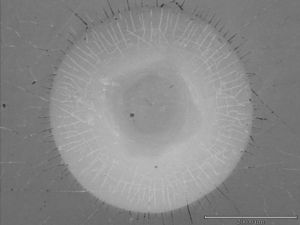
Hard Chrome Plating deposited on HSS
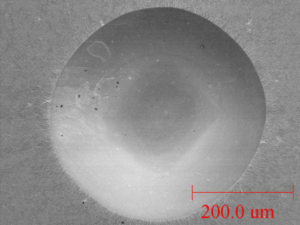
IBED Chrome deposited on HSS
Titanium Nitride
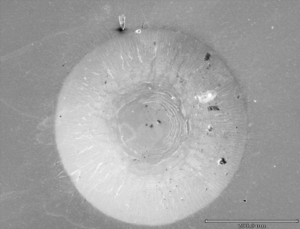
IBED
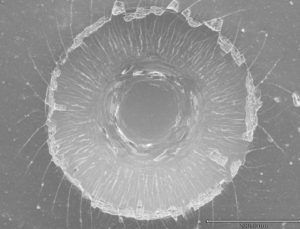
Conventional PVD
Chromium Nitride
IBED
Conventional PVD
BeamAlloy Technologies, LLC IBED coating technology allows deposition of precision high quality Titanium Nitride and Chromium Nitride coatings at temperatures below 300° F, with improved mechanical properties compared to these coatings when deposited by the higher temperature conventional Physical Vapor Deposition Process. Improved properties plus the low deposition temperature makes the use of these IBED deposited hardcoatings feasible for a wider range of industrial applications.
A qualitative test showing the improved properties of IBED vs PVD deposited hardcoatings is done using the The VDI Guideline 3198 procedure., Based on a Rockwell “C” Indent Test hardcoatings are deposited on a polished, hardened steel coupon (RC >60) to a thickness of between 1 and 3 microns. A standard Rockwell diamond indenter is used to indent the surface for a “C” scale measurement (150 Kg). The indented area is examined at a magnification of 200X and the cracking pattern is observed. Hardcoatings with good cohesion show little or no fracture lines extending radially from the center of the indent outward towards and beyond the perimeter of the circular indent. Also, no cracked islands appear in the indent crater or along the crater perimeter. Hardcoatings with good adhesion show no delamination of the coating either in the crater or adjacent to the coating perimeter.